Portafolio
Se muestran algunos de los casos de éxito a continuación
Actualización del MES al nuevo y más reciente Manufacturing Operating System
Industria: Automotriz.
Tecnología: PLC Allen Bradley + SCADA Ignition.
Ubicación: California, US.
Problema: Se requeria actualizar el MES de varias plantas de manufactura a un sistema mas reciente y optimizado MOS.
Solución:
Integración de comunicación entre PLCs y SCADA de todas las estaciones
Comisionamiento y pruebas en downtime planificado sin detener producción
Verificación de funcionamiento offline
Resultados
Interfaz más rápida y clara para operadores
Un nuevo sistema que brinda más herramientas para el manejo de manufactura


Programacion de 8+ lineas de produccion tipo gantries para power train
Industria: Automotriz.
Tecnología: Siemens Step7 Simatic Manager + Robots Fanuk + VFD PowerFlex.
Ubicacion: Michigan, US.
Problema: Necesidad de nuevas lineas de producción para nuevos modelos de automoviles.
Solución:
Programación de PLC usando el estandar del cliente
Nuevo HMI con pantallas ISA-101 modernas
Estandarización de alarmas bajo ISA-18.2
Resultado:
Interfaz más rápida y clara para operadores
Lineas de producción estandarizadas para facilitar el mantenimiento del código y cambios en el código para nuevos modelos
Programación de dobladora automatica de bolsas de aire
Industria: Automotriz.
Tecnología: PLC Siemens TIA Portal v20 + Servomotores Festo.
Ubicacion: Torreon, Coahuila, Mx.
Problema: Se requeria la programacion de una estacion de doblado de bolsas de aire con una mesa giratoria con 4 nidos, con urgencia.
Solución:
Programacion en estandar de programacion del cliente
Desarrollo de HMI con detetccion de problemas eficaz dada la complejidad de la estacion de mas de 69 servos y 200 cilindros neumaticos
Resultado:
Maquina 100% automática y consistente
Operadores con pantalla clara y diagnostico claro y eficaz
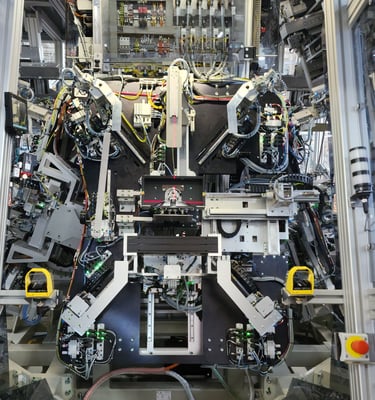
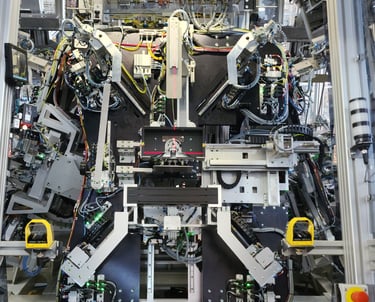
Programación urgente de celda EOL con robot al centro
Industria: Automotriz.
Tecnología: PLC Siemens TIA Portal + Robot Kuka.
Ubicacion: Monterrey, Nuevo Leon, Mx.
Problema: Se requeria la programacion de una estacion de final de linea con un conveyor de entrada, uno de salida, uno de rechazo, y 4 estaciones de pruebas electricas, con un robot al centro para administrar todo el flujo de piezas, a 2 semanas de las pruebas con el cliente.
Solución:
Rediseño de toda la lógica de programacion del robot y PLC, de lógica secuencial a maquina de estados
Resideño de todos las posiciones del robot y posiciones seguras para eficientar y acortar el tiempo de programación
Resultado:
Finalización de proyecto rápida y a tiempo, con esfuerzo menor
Con la nueva programación se puede integrar fácilmente otras 2 estaciones de pruebas (previstas a futuro) con modificaciones mínimas en el código
Se cumplio con todos los requisitos del cliente